What tests (burn, tensile, friction, luster) should I use during inspection?
I’ve sourced, tested, and rejected more synthetic fibers than I care to admit—across wigs, braids, and wefted extensions as well as synthetic linings and trims used inside wig caps. In my experience, what burns brands and procurement teams isn’t just poor fiber—it’s unclear acceptance criteria, inconsistent factory testing, and relying on “feel” instead of data. Low-grade synthetics look shiny under trade-show lights but fail under heat, tangle tests, and colorfastness. Premium synthetics cost more per kilogram because the polymerization, filament drawing, and finishing are tighter—and that shows up in tensile strength, pilling resistance, and dye stability after washing and UV exposure.
The fastest, reliable way to differentiate low-grade from premium synthetic fibers is to combine simple shop-floor tests (burn, tensile/elongation, friction, and luster) with lab-backed data on VOCs, heavy metals, and dye fastness. Premium fibers show higher and more consistent tensile strength and elongation, stable dimensions after heat/wash, uniform filament diameter, lower friction/tangling, controlled matte luster, and superior colorfastness. Low-grade fibers fail early, pill quickly, shine excessively, bleed dye, and lack credible test reports.
To make this practical, I’ll show the exact test routines I use during inspections, how I diagnose color and shine issues in samples, which lab reports I request to verify safety and stability, and how I write PO acceptance criteria so suppliers know the bar they must hit. I’ll cover both synthetic wig fibers (Kanekalon/Toyokalon vs. generic) and relevant textile synthetics used in wig construction.

On-floor tests I use and the thresholds I set
I keep four quick tests in my inspector’s kit, then escalate to the lab when needed.
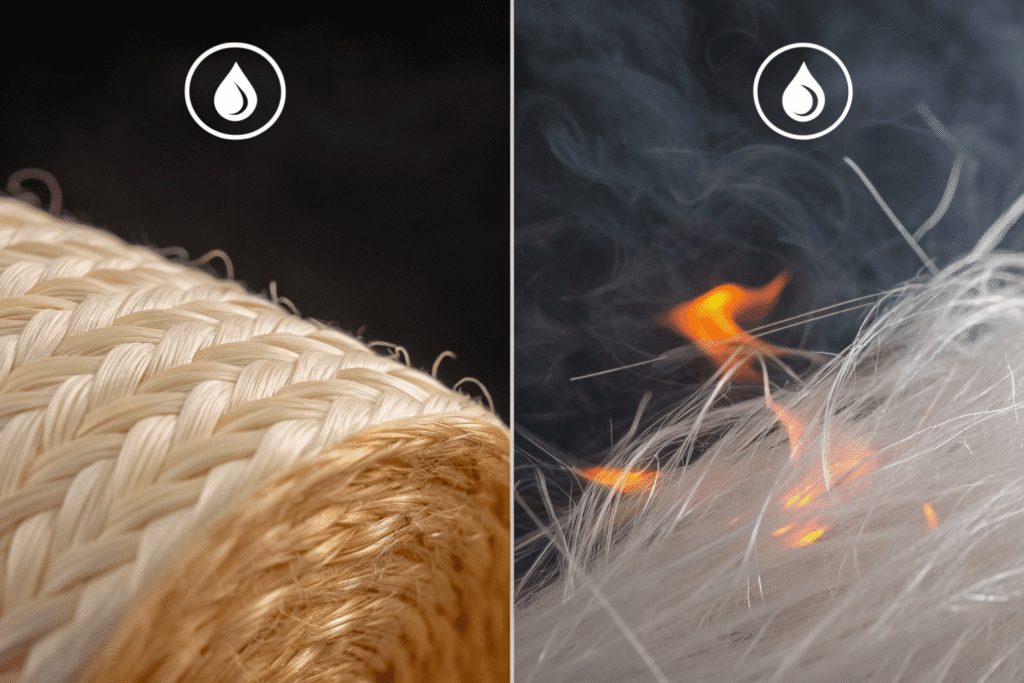
- Burn test (qualitative ID and finish behavior)
- Sample size: 5–10 single filaments and one yarn bundle.
- Premium wig fibers (e.g., Kanekalon-like modacrylic): melt/soften, may self-extinguish, form a smooth, hard bead, low soot. Low-grade acrylic/PP blends often drip, flare, produce dense black smoke, and a strong acrid plastic odor.
- Record melt point behavior: premium heat-resistant wig fibers tolerate low styling heat (≈100–180°C) without immediate shrinkage; low-grade fibers deform quickly.
- Tensile and elongation (consistency matters more than a single big number)
- Field proxy: handheld dynamometer or calibrated spring scale; lab: ISO 2062 or ASTM D2256.
- What I look for: higher mean tensile strength plus tight CoV (coefficient of variation) across 20+ ends. Premium fibers show predictable break loads and elongation-at-break; low-grade shows early failures and wide scatter.
- Wig-application rule of thumb: elongation-at-break of 20–35% with smooth draw; below ~12% with brittle snap is a red flag.
- Friction/tangling and abrasion
- Field friction check: the “squeak test” (rub between fingers). Excess squeak and grab indicate rough surface or poor finish—predicts matting.
- Tangle test: shake a 30 cm hank; premium fibers separate and reset; low-grade clump and hold shape.
- Abrasion quick check: 100 rubs against cotton cloth; premium shows minimal fuzz; low-grade pills and raises surface hair quickly. Lab: ASTM D4970 (pilling), ASTM D3884/4966 (abrasion).
- Luster and evenness
- Visual under 5000–6500K light. Premium wig fibers exhibit low sheen, controlled specular highlights; low-grade shows glassy, “doll hair” glare.
- Evenness: examine under 10x—premium has uniform filament diameter and clean cross-sections; low-grade shows variable thickness, neps, slubs.
Field comparison table: premium vs. low-grade synthetic hair fibers
| Attribute | Premium (e.g., Kanekalon/Toyokalon-class) | Low-grade (generic acrylic/PP/nylon blends) |
|---|---|---|
| Shine | Matte/low sheen, natural light scatter | High gloss, specular “plastic” glare |
| Hand & drape | Cool, silky, smooth taper | Stiff, “squeaky,” plasticky |
| Tangling | Low, fibers glide | High, mats easily |
| Heat response | Tolerates low styling heat/hot-water set | Melts, shrinks, frizzes quickly |
| Tensile/elongation | Higher strength, consistent; 20–35% elongation typical | Early break, inconsistent; brittle snap |
| Pilling/abrasion | Good resistance | Pills/fuzzes rapidly |
| Colorfastness | Stable to wash, light, perspiration | Bleeds, fades, stains other materials |
How do I spot colorfastness issues and excessive shine in samples?
Colorfastness red flags (shop-floor)
- Rub test (dry and wet): Wrap a white cotton swatch around the fiber bundle; rub 10–20 cycles. Any visible transfer is a problem. Premium fibers should show negligible crocking.
- Sweat simulation: 1% NaCl + 0.5% lactic acid pad for 30 minutes, then blot with white cotton. Staining indicates poor perspiration fastness.
- Wash dip: 40°C neutral detergent for 15 minutes; inspect for tint loss or bath discoloration. Premium remains stable; low-grade leaches dye.
- Light exposure: 24–48 hours under 1000–1200 lux LED; compare against control. Early shift toward dull or yellow indicates weak lightfast dyes or inadequate UV stabilizers.
Excessive shine diagnostics
- Light angle test: Place sample under 45° directional light. Premium shows diffuse highlights; low-grade shows hard specular streaks.
- Cross-section inference: Perfectly round monofilaments reflect like mirrors; shaped cross-sections (trilobal, delta) scatter light for lower sheen.
- Finish check: Over-lubed or silicone-heavy finishes can look greasy. Wash a small tuft with mild shampoo; if the glare vanishes and the fiber becomes grabby, the supplier masked surface roughness with oil instead of using better polymer/filament drawing.
What I ask suppliers when I see issues
- Dye class and method: cationic-dyeable PET, dope-dyed vs. package-dyed. Dope-dyed fibers generally have superior wash/light fastness and batch-to-batch consistency.
- UV and antioxidant package: presence of HALS/UV absorbers. Premium fibers maintain shade longer and resist yellowing.
- Post-dye fixation and wash-down: inadequate soaping leads to crocking.
Which lab reports verify VOC, heavy metals, and dye stability?
For B2B programs, I never proceed without third-party test reports. Ask for test method, detection limits, and pass/fail criteria on the certificate.
- VOC and restricted substances
- Total VOC emission (for products close to skin/face): ISO 16000 series or chamber emission tests; for fibers, supplier should provide a solvent residue report (DMF, toluene, styrene, etc.).
- REACH Annex XVII and SVHC screening; CA Prop 65 risk assessment (where relevant).
- Formaldehyde content: ISO 14184-1.
- pH of extract: ISO 3071 (skin-contact comfort and finish residue control).
- Heavy metals and dyes
- Heavy metals: ICP-MS per ISO 17072 or EN 16711 (Pb, Cd, Hg, Cr(VI), Ni release).
- Azo dyes: EN/ISO 14362-1/-3 (banned amines).
- Disperse dye allergens: per OEKO-TEX Annex 6/17 screening where applicable.
- Nickel release (for trims/caps): EN 1811.
- Colorfastness and stability
- Washing: ISO 105-C06/AATCC 61.
- Perspiration: ISO 105-E04/AATCC 15.
- Crocking/rubbing: ISO 105-X12/AATCC 8.
- Light: ISO 105-B02 (xenon arc).
- Water spotting: ISO 105-E01 (relevant for wig maintenance routines).
- Mechanical and durability
- Tensile: ISO 2062/ASTM D2256.
- Abrasion/pilling: Martindale ISO 12947/ASTM D4966; pilling ISO 12945-2/ASTM D4970.
- Heat dimensional change: AATCC 135/ISO 5077 post-wash; hot-air exposure at 120–150°C for 5–10 minutes as an in-house method for wig fibers.
Request alignment with recognized schemes where possible:
- OEKO-TEX Standard 100/Class II or I (restricted substances).
- OEKO-TEX Eco Passport for chemical inputs.
- Intertek, SGS, TUV, or BV-issued reports with batch IDs matching your shipment lot.
Example lab report checklist (what I file with each PO)
| Category | Test | Method | Target/Acceptance |
|---|---|---|---|
| VOC | Solvent residues | GC/MS per internal + ISO 16000 series (if needed) | Below regulatory thresholds; ND preferred |
| Heavy metals | Pb, Cd, Hg, Cr(VI) | EN 16711 / ICP-MS | Pass vs REACH limits |
| Azo dyes | Banned amines | ISO 14362-1/-3 | Not detected |
| Colorfastness | Wash, crock, perspiration, light | ISO 105 series / AATCC | Grade 4–5 wash/crock; Light grade 4 min |
| Mechanical | Tensile/elongation | ISO 2062 | Per spec (see PO) |
| Stability | Heat/wash dimensional change | ISO 5077/AATCC 135 | ≤2% change |
How do I set acceptance criteria for fiber grade in my PO?
I convert the above into clear, measurable, pass/fail specs tied to sampling plans. If it’s not in the PO, it won’t be controlled on the factory floor.
PO specification blueprint (for synthetic wig fibers)
- Construction and grade
- Polymer: modacrylic (Kanekalon-class) or Toyokalon-class; no PP blend; dope-dyed where possible.
- Filament denier: 1.0–1.5 dpf for natural hand, CV ≤ 10%.
- Evenness: no visible neps/slubs; CV of filament diameter ≤ 8% (lab or supplier QC data).
- Mechanical performance
- Tensile strength and elongation: mean per ISO 2062 with CoV ≤ 12%; elongation-at-break 20–35%.
- Abrasion/pilling: ISO 12945-2 grade ≥ 4 after 2000 cycles.
- Dimensional/thermal stability
- Heat set behavior: no shrink >2% at 120°C/5 min; no fusing or severe gloss change.
- Post-wash stability: ≤2% dimensional change after AATCC 135, 40°C cycle.
- Surface/appearance
- Luster: gloss units within agreed range (e.g., 2–6 GU at 60° on standard plaque surrogate); visual match to master sample under D65.
- Hand/tangle: pass on in-house shake test with ≤1 tangle event per 100 strokes; no “squeak” note greater than control.
- Color and fastness
- Shade Delta E: ≤1.0 vs. master (D65/10°).
- Wash fastness: ISO 105-C06 grade ≥ 4.
- Crocking: ISO 105-X12 dry/wet ≥ 4/4.
- Perspiration: ISO 105-E04 ≥ 4.
- Light fastness: ISO 105-B02 grade ≥ 4.
- Chemical safety
- REACH Annex XVII compliance; azo dyes ND; EN 16711 heavy metals pass; formaldehyde per ISO 14184-1 ≤ 16 mg/kg; VOC residues ND.
- Packaging and construction (for finished pieces)
- Stitch density: ≥ X SPI; seam reinforcement at stress points; trims compliant with nickel release and RSL.
- Labeling: fiber content, heat-styling range, care instructions validated by test.
- Documentation and sampling
- AQL: Level II, AQL 1.5 for criticals, 2.5 for majors.
- Lot traceability: batch/lot IDs must match lab reports.
- Pre-shipment: send 10 m fiber or 5 finished units for golden sample verification against PO spec before bulk release.
Embedding your insights into quality gates
- Performance thresholds reflect real differences: premium fibers show higher tensile strength with consistent elongation before break, better abrasion/pilling resistance, and maintain shape after heat/wash; specify these numerically in your PO.
- Require uniform filament diameter and yarn evenness data from the spinner; reject lots showing frequent slubs or neps.
- Lock in colorfastness to washing, light, and perspiration at grade 4 or better; mandate finishes (UV, anti-static, moisture-wicking if applicable) that retain performance after 10 wash cycles—verify via before/after testing.
- Build workmanship checks into final inspection: higher stitch density, reinforced seams, and quality trims to complement fiber performance; poor construction negates premium fiber benefits.
- Tie pricing to verified performance: premium unit cost will be higher due to better polymer and processing control; structure penalties for failing lots and bonuses for zero-defect deliveries.
Conclusion
Differentiating low-grade from premium synthetic fibers isn’t guesswork—it’s a disciplined mix of four quick field tests, targeted lab verification, and PO criteria that translate performance into numbers. When I enforce tensile consistency, controlled luster, abrasion and tangle resistance, and grade-4+ colorfastness—backed by VOC and heavy metal compliance—the “plastic shine,” dye bleed, and early breakage problems disappear. Put the thresholds in the PO, demand batch-matched reports, and inspect against a golden sample. That’s how I keep fiber quality—and brand risk—under control.