What gram-per-wig and per-inch density specs should I include in my PO?
I’ve spent enough time on factory floors to know density isn’t a single number—it’s a chain of controlled variables from polymer extrusion to cap mapping. When density drifts, you get thin spots, visible tracks, or wigs that feel heavy and hot. In procurement, I lock density down in the PO with precise, testable specs and require the factory to prove compliance at each stage (fiber, weft, cap). That’s how I keep batch-to-batch results predictable and returns low.
Factories ensure uniform fiber density in synthetic wigs by controlling filament formation, crimp/loft, fiber blending, and weft construction, then validating density with inline weighing and vision systems. I specify gram-per-wig, grams-per-cap-zone, and weft density per linear inch in my PO, and I require machine calibration logs, SPC charts, and cap-zone audits. With defined tolerances (±3–5% by zone), most “thin spot” complaints disappear.
Let me break down how I structure density in purchasing documents, the shop-floor steps that keep it stable, how I audit across sizes/colors/zones, and the tolerances I’ve found actually reduce returns.
Which weighing, bundling, and machine calibration steps keep my density stable?
I only trust density if the factory can show me how they control it upstream. Here’s the practical workflow I expect and audit.
1) Fiber formation and prep (upstream stability)
- Precision extrusion and drawing: Computer-controlled spinnerets and fixed draw ratios keep filament denier consistent. Variability here cascades into weft weight drift. I ask for denier histograms and draw-ratio setpoints per batch.
- Calibrated crimping: Heat/pressure/time profiles set the fiber’s loft. If crimp amplitude or set is off, cap coverage will vary despite equal grams. I require crimp spec sheets (amplitude, waves/inch, oven temp).
- Automated hackling/blending: Hacklers and blending cards mix cut lengths and fiber grades uniformly to prevent density “hotspots.” I ask for blend recipes by lot and machine ID.
2) Weighing and bundling controls
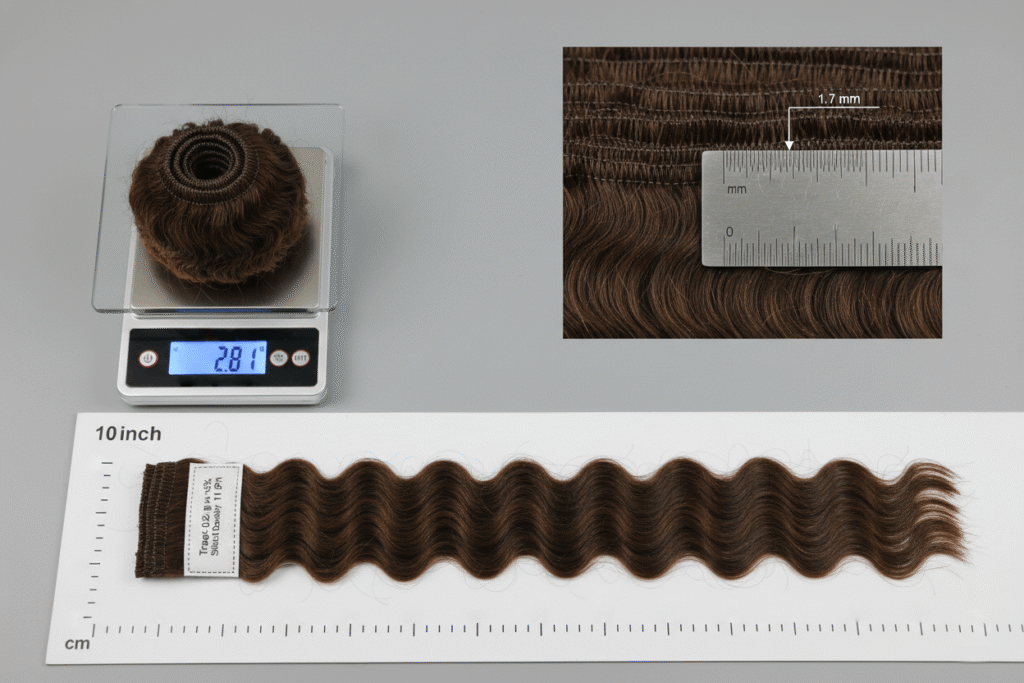
- Pre-weft bundle weigh: Operators build “feed biscuits” to a target weight per planned weft length (e.g., 2.8 g per 100 cm). I require scale calibration daily with Class F1 weights and record photos of the weigh ticket on first-article runs.
- In-process weight per unit length: Inline scales or periodic checks confirm g/m while sewing. Any drift >±2% triggers a stop-and-adjust.
3) Wefting machine setup and calibration
- Fixed stitch length and spacing: Three-head wefting machines lock fiber count per linear inch. I want the stitch program printout (SPI, needle gauge, thread tension).
- Tension control: Feeder tension discs must be calibrated so the same mass of fiber is presented to the needle. I ask for torque/tension setpoints and maintenance logs.
- Return hair length control: Return length (e.g., 30–40 mm) affects root lift and visual density. I put a ±3 mm tolerance on return hair for synthetic lines with root lift requirements.
- Adhesive line consistency: If glue weight varies, weft thickness and shedding change. Require adhesive add-on (mg/m) checks and viscosity records.
4) Environmental controls
- Humidity/temperature: I want 45–55% RH, 20–24°C on wefting and cap sewing lines to reduce static and fiber fly. Deviation here directly shows up as uneven feed.
5) Inline and end-of-line checks
- Optical vision systems: Cameras flag gaps/overpacked segments on wefts before winding. I ask for images from the first 20 m of each lot.
- Comb-through and shed-rate: Batch-level sampling to test packing uniformity and stitch security. My acceptance: <3 fibers shed per 10 comb passes on new wefts.
How do I audit density across sizes, colors, and cap zones?
Density is not uniform across the cap—and it shouldn’t be. I write zone-based specs and verify them statistically.
Define cap zones and assign targets
I divide the cap into at least five zones with separate density goals:
- Hairline/front lace
- Part/top/crown
- Parietal/temples
- Sides
- Nape
For machine-wefted caps, I specify:
- Number of tracks per zone
- Track spacing (center-to-center)
- Weft mass per linear inch (g/in) and weft count per zone
- Special treatments: permatease/crimp at root for coverage
For mono/lace tops, I define:
- Knot count per cm² and fiber count per knot (for hybrids or hand-tied sections)
- Directional ventilation maps
Size scaling
Density must scale predictably with cap size:
- XS/S/M/L/XL: I add a “grams-per-zone increment” table so larger caps get proportionally more fiber, not just more track length. This prevents M and XL caps from feeling thin at the sides.
- Track map scaling: Keep top/crown track count constant, scale side/nape tracks with head circumference.
Color-specific adjustments
- Light/blonde or heavily pigmented fibers often require +3–5% grams for equal coverage due to translucency or altered loft after pigmenting. I include a color factor table per color family.
- Heat-friendly fibers with lower crimp retention may need tighter spacing or +1–2 tracks in crown zones.
Audit protocol (what I spot check)
- Weft density (g/in): Cut 10-inch segments from three random weft reels per lot, weigh to 0.01 g, calculate g/in. Use X-bar/R charts.
- Cap zone mass: Carefully deconstruct one unit per lot, weigh hair from each zone separately. Compare to PO zone targets.
- Visual coverage: Use an AATCC gray scale-like reference or internal photo standards for “no-cap-show-through” under 1000 lux front/side/back lighting.
- Shed-rate and comb-through: 10 passes per zone; record fibers lost.
- Crown and part: For mono tops, count knots per cm² in a 2×2 cm window; verify within tolerance.

What tolerances should I set to minimize returns due to thin spots?
In my experience, these tolerances balance manufacturability with retail expectations and materially reduce “thin spot” RMAs.
Recommended density tolerances
- Total grams per wig: ±3% (standard lines), ±2% (premium)
- Zone mass (front, crown, sides, nape): ±5% standard, ±3% premium
- Weft mass per linear inch (g/in): ±3%
- Track spacing within a zone: ±1.0 mm
- Return hair length: ±3 mm
- Knot density (mono/lace sections): ±10% stitches/cm²
- Crimp amplitude/loft index: ±5%
PO language I use (examples)
- Total fiber mass: 165 g ±3% for size M; scale by +4 g per size up, −4 g per size down.
- Zone allocation (size M): Front hairline 14 g; Crown 48 g; Parietal 34 g; Sides 38 g; Nape 31 g. Each ±5%.
- Weft spec: 0.28 g/in ±3%; stitch length 2.4 mm; stitch density 11 SPI; return hair 35 mm ±3 mm.
- Track map: Crown 8 tracks at 7–8 mm spacing; Sides 11 tracks at 8–10 mm; Nape 9 tracks at 9–11 mm.
- Color factor: Colors 60–102 add +4% grams; heat-friendly fibers add +2% grams in crown.
Acceptance testing and sampling
- AQL: Major 1.0, Minor 2.5 for density-related defects.
- Sampling plan: Level II, normal inspection; measure total grams, two zone masses, and two 10-inch weft segments per sampled unit.
TABLES
PO Density Specification Template (example for Size M)
| Parameter | Spec | Tolerance | Test Method |
|---|---|---|---|
| Total fiber mass | 165 g | ±3% | ISO 2411 scale, 0.01 g |
| Weft mass per inch | 0.28 g/in | ±3% | Cut 10″ weft, weigh |
| Stitch density | 11 SPI | ±0.5 SPI | Machine program log |
| Track spacing (crown) | 7–8 mm | ±1.0 mm | Caliper check, 5 points |
| Return hair length | 35 mm | ±3 mm | Ruler at 5 random points |
| Crown zone mass | 48 g | ±5% | Zone deconstruct weigh |
| Shed rate | ≤3 fibers/10 passes | N/A | Comb-through test |
Process Controls That Stabilize Density
| Stage | Control | Why it matters |
|---|---|---|
| Extrusion/drawing | Spinneret temp, draw ratio, denier SPC | Consistent filament mass and tensile properties |
| Crimping | Heat/pressure/time profiles | Stable loft/coverage at equal grams |
| Blending/hackling | Automated mixing, short fiber removal | Prevents localized thin/thick areas |
| Wefting | Fixed stitch program, tension setpoints | Uniform g/in along wefts |
| Environment | 45–55% RH, 20–24°C | Reduces static, feeding variance |
| Inline QC | Optical scanner, g/m checks | Catch gaps/overpack before cap sewing |
What gram-per-wig and per-inch density specs should I include in my PO?
Here’s the concise list I actually put in POs so factories can execute and I can audit:
- Total grams per wig by size, with a zone allocation table (front/crown/parietal/sides/nape) and color/fiber-type multipliers.
- Weft mass per linear inch (g/in) and stitch density (SPI), plus return hair length and adhesive add-on.
- Track map per zone: track count and spacing ranges, with cap-size scaling rules.
- Crimp/loft spec: target crimp amplitude or a vendor-specific “loft index,” with ±5% tolerance.
- Environmental spec: production RH/temperature ranges for wefting and cap assembly.
- QC evidence: inline weight-per-length logs, optical inspection snapshots for first-article and every 5,000 m, SPC charts for denier and g/in, calibration certificates for scales/tensioners.
When those appear in the PO—and you enforce them at inspection—you turn density from an aesthetic argument into measurable manufacturing control.
Conclusion
Uniform density in synthetic wigs is engineered long before a weft touches the cap. I lock it in with upstream filament control, calibrated crimp and blending, tight weft programs, and zone-based cap maps—then I verify with weight-per-length checks, optical scans, and zone mass audits. If you adopt the PO framework and tolerances above (total ±3%, zone ±5%, weft g/in ±3%), you’ll see fewer thin-spot complaints, cleaner launches across colors and sizes, and a far more stable cost-of-quality.