I’ve spent years inside wig factories and sourcing offices across China, India, Southeast Asia, and Eastern Europe, and I’ve seen the same production pain points repeat regardless of brand size: hair variability, color inconsistency, labor bottlenecks in ventilation, and supply chain shocks that blow up lead times. The B2B reality is that you’re balancing procurement risk, margin protection, and brand reputation while managing thousands of SKUs across lengths, textures, and colors—all with materials that are inherently inconsistent. When quality slips, returns spike for shedding, tangling, or unrealistic hairlines; when capacity slips, peak-season OTIF rates collapse.
The most common production challenges in wig manufacturing are raw hair variability and rising input costs, synthetic fiber batch inconsistency, labor-intensive ventilation bottlenecks, color matching and colorfastness control, post-wash defects (shedding, tangling, cuticle misalignment), lace/cap fabric inconsistency, demand forecasting errors, regulatory compliance burdens, limited automation, and counterfeit risk.
These issues compound across the factory workflow—from donor sourcing to dyeing to cap construction—so the solution is a layered system: supplier diversification, pre-dye hair grading, statistical QC, modular production cells, and clear contingency capacity for peak seasons.
In this article, I’ll break down how I handle hair supply variability to keep texture consistent, the contingency plans that stabilize lead times in peak seasons, practical steps to reduce returns tied to sizing/density/hairlines, and process improvements that deliver the best ROI in a B2B wholesale model. I’ll also share the exact checkpoints and documentation I use to prevent the classic post-wash surprises that surface after the goods ship.
How do I handle hair supply variability and maintain consistent texture?
Source diversification with texture “families”
- Build a three-region matrix: India (temple + combings), SEA (Vietnam/Cambodia), and Eastern Europe/South America for premium lines. Each region has distinct cuticle thickness and fiber diameter; I group these into texture families (coarse, medium, fine) to stabilize feel and styling behavior.
- Avoid single-vendor dependency. Use two primary and one backup supplier per texture family. Tie volumes to a 70/20/10 split to preserve leverage and continuity.
Pre-dye grading and cuticle alignment controls
- I grade hair pre-dye on three variables: fiber diameter distribution (laser micrometer spot checks), natural curl index, and porosity after a 10-minute water soak. This predicts how a batch will take color and steam processing.
- Enforce cuticle alignment proof: random “float tests” plus polarized light microscopy on weekly retains to catch mixed-direction or acid-bathed hair (common in combings). Misaligned cuticles are the root cause of tangling post-wash.
Batch mixing rules and “golden handfeel”
- Never process a large order as one homogenous lot. I blend micro-batches from the same texture family in 20–30 kg sublots, then create a controlled composite. This reduces the “cliff” between bundles when installing or ventilating.
- Maintain a golden sample library: one physical handfeel and one lab profile (diameter histogram + tensile strength) per color-texture-length. Every batch must match both before release.
Synthetic fiber: batch identity and processing windows
- Synthetic fiber variability shows up as color mismatch, sheen variance, and melting point spread. I lock suppliers to specific polymer recipes and require lot-level DSC (differential scanning calorimetry) curves to confirm melt range. Any ΔT > 6°C vs. spec triggers hold.
- Calibrate hot tools per batch. A 5–10°C drift in effective melting temperature is enough to cause sheen changes or fiber collapse during styling.

Practical QC checkpoints I actually use
- Pre-production: 5% incoming inspection for length true count, nits, residue, and cuticle direction; porosity test in 3% saline; dry-comb shedding count.
- Midline: swatch dye test at 60%, compare to golden with ΔE < 1.0 for premium, < 1.5 for standard; steam-set curl retention after 24h humidity box.
- Post-wash: 2-cycle wash with neutral shampoo; measure tangling index (combing force) and shedding per 100 strokes.
Table: Typical acceptance ranges I apply (human hair)
| Parameter | Premium Line | Standard Line |
|---|---|---|
| Diameter CV% | ≤ 18% | ≤ 25% |
| ΔE color vs. golden | ≤ 1.0 | ≤ 1.5 |
| Shedding after 2 washes | ≤ 6 strands/100 strokes | ≤ 10 strands/100 strokes |
| Curl retention (24h) | ≥ 90% | ≥ 80% |
What contingency plans keep my lead times stable during peak seasons?
Capacity hedging: people, process, materials
- People: I run a trained flex pool of ventilators at partner facilities, activated via a retainer. Because skilled ventilators are scarce, cross-train finishers and quality techs on basic knotting patterns to absorb spikes.
- Process: Shift from line-based to modular cells (ventilation + bleaching knots + pre-pluck + QC in one cell). Cells are scalable; I add cells to add capacity without rebalancing an entire line.
- Materials: Hold strategic stock of critical lace/cap fabrics (Swiss/French lace, Korean HD lace) with a min/max buffer of 6–8 weeks for A-movers. I dual-approve lace mills to avoid regional disruptions.
Tiered lead-time model with slotting
- I publish three service tiers to B2B customers:
1) Standard (full custom)
2) Fast-track (semi-custom using pre-ventilated fronts)
3) Immediate (core SKUs, finished goods)
This reduces last-minute custom orders clogging capacity. - Use weekly capacity slotting. Orders that miss slot cutoffs auto-shift to next wave with clear ETD impacts—this protects OTIF during spikes.
Tooling and WIP buffers
- Pre-ventilate common hairlines (13×4 and 13×6) in popular densities. During peaks, I only customize the mid-to-crown and finishwork.
- Maintain WIP buffers of dyed wefts and closures in best-selling colors (1B, 2, 4, highlighted variants). Dyeing is the most variable step; buffering here smooths the whole chain.
Table: Peak-season contingency playbook
| Risk | Trigger | Action |
|---|---|---|
| Lace fabric shortage | Supplier fill rate < 85% | Switch to dual-approved mill; invoke buffer stock |
| Ventilator absenteeism | >10% weekly shortfall | Activate retainer pool; convert 2 finishing cells |
| Dye lot deviation | ΔE > 1.5 on pilot batch | Halt lot; blend with corrected micro-batch; recolor |
| Port congestion | ETD slip > 5 days | Shift to alternate port; split air-freight critical SKUs |
| Synthetic melt variance | DSC ΔT > 6°C | Adjust hot-tool SOP; segregate lot; relabel as B-grade if needed |

How can I reduce returns related to sizing, density, and hairline realism?
Sizing: standardization plus data-driven fits
- Offer three cap archetypes (petite, regular, large) with consistent stretch panels; publish interior circumference, ear-to-ear, and front-to-nape tolerances. I target ±3 mm tolerance on ear-to-ear for lace fronts.
- Use a fit-feedback loop: capture end-customer adjustment rates (strap position, extra tape) from retail partners; feed that into cap block revisions every two quarters.
Density: transparent scales and weighted mapping
- Define density not as a single number but as a map: front 80–100%, sides 100–120%, crown 120–130%, nape 100–110% for “120% overall.” Include this map on product sheets so buyers know what “120%” actually means.
- Calibrate knot count per cm² by zone; implement in-process checks (loupe-based) every 10 cm along the hairline to avoid hot spots that look wiggy.
Hairline realism: lace, knots, and pre-pluck
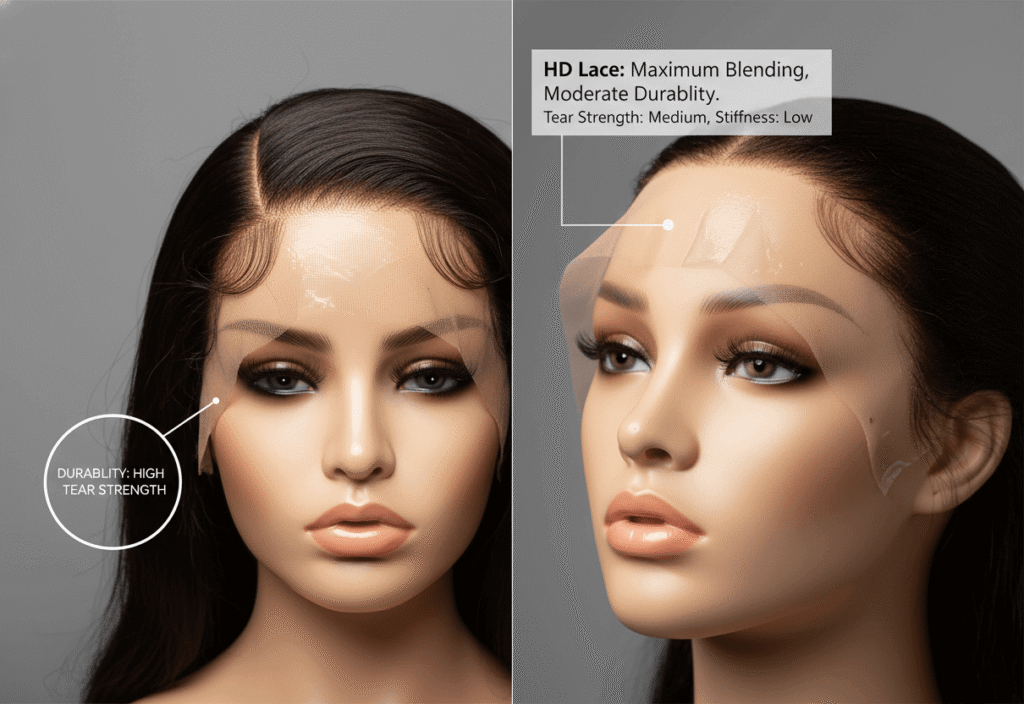
- Use HD lace only where it matters (front 1.5–2 cm) and sturdier Swiss/French lace behind for durability. This balances realism and lifespan.
- Adopt micro single knots at the first 1 cm, transition to double knots for strength. Standardize a feathered pre-pluck gradient with measurable density drop (e.g., −30% over first 1.2 cm).
- Bleach control: localized, low-pH method with tight timing windows to avoid weakening knots. Post-bleach tensile check on a 10% sample.
Incoming and post-wash QC that catch “hidden” defects
- Many defects appear only after washing or first styling. I run two wash cycles and simulate 30 minutes of light heat styling before final pack-out. Anything shedding > threshold or tangling above combing-force spec is reworked or downgraded.
Practical deliverables I provide B2B buyers
- Cap measurement spec sheet with tolerances
- Density map by zone + knot spec
- Hairline macro photos vs. golden sample
- Post-wash QC report with shedding/tangling metrics
What process improvements give me the best ROI in a B2B wholesale model?
1) Color control system (high ROI, fast payback)
- Implement lab-grade spectrophotometer checks (ΔE targets by line), standardized dye curves, and micro-batch blending. This alone cuts color-related returns dramatically and stabilizes rework costs.
2) Modular production cells and takt visibility
- Convert long lines into cells (ventilation + finish + QC). Add simple digital boards for WIP and takt-time variance. I consistently see 12–20% throughput lift and better lead-time predictability, especially in peaks.
3) Strategic WIP buffers at the dyeing bottleneck
- Hold semi-finished dyed wefts/closures in A colors and textures. This shortens assembly lead time by 3–7 days and preserves service levels when upstream hair is tight.
4) Supplier scorecards with technical gates
- Score hair and lace suppliers on fill rate, ΔE stability, tensile strength, contamination, and doc compliance (REACH/CPSC within 6 months). Tie share-of-wallet to score. This curbs variability and reduces firefighting.
5) Post-wash QC and golden sample library
- The most overlooked fix. Two-cycle wash tests and strict golden-sample enforcement eliminate the “looked fine on the table, failed in the shower” problem. Fewer returns, healthier wholesale relationships.
6) Focused automation where it works today
- Full ventilation automation is not there yet at scale, but semi-automation helps: wefting, weft sealing, bundle cutting, color mixing, and digital color matching. Small capex, meaningful consistency gains.
7) Compliance-by-design and anti-counterfeit
- Build compliance into the BOM: maintain MSDS, REACH, CPSC, and lot traceability per batch. Use serialized labels and tamper-proof packaging; add QR-based verification to reduce brand dilution and distributor disputes.
Conclusion
Manufacturing wigs at scale is a game of controlling variability—of hair, color, fabric, labor, and logistics. I keep texture consistent by diversifying sources into texture families, enforcing pre-dye grading and cuticle alignment checks, and stabilizing synthetic fiber processing windows. I protect lead times with modular cells, tiered service levels, flex labor pools, and buffer stocks of lace and dyed semi-finished goods. Returns drop when sizing tolerances, density maps, and hairline specs are measurable and audited post-wash. And the best ROI comes from color control, takt visibility, targeted automation, supplier scorecards, and compliance-by-design. Put together, these systems turn an inherently variable craft into a dependable B2B operation with fewer surprises and healthier margins.